










Elektronik und Features
Der P1S ist größtenteils ein ab Werk bereits eingehauster P1P. Links und rechts dichten Paneele aus Kunststoff den Drucker ab, in der Front und dem Deckel übernehmen das die Glasscheiben. Die Platte auf der Rückseite besteht aus Aluminium und wird mit 14 Schrauben befestigt.

Möchte man also im Inneren etwas modifizieren, hält man sich am besten an die Hinweise aus dem offiziellen Wiki und bringt etwas Zeit sowie Fingerspitzengefühl mit. Hier im Bild links gibt es den 92mm Kammer-Lüfter zu sehen, welcher Luft aus dem Innenraum durch einen kleinen austauschbaren Filter zieht und anschließend aus dem Gehäuse befördert.

Direkt darunter sitzt der einzelne Stepper-Motor für die Z-Achse, welche mit den drei Spindeln über einen Riemen synchronisiert wird. Rechts folgt dann der Auswurf für das Filament, welches einfach hinter den Drucker fällt, wenn kein Auffangbehälter bereitsteht.

Etwas überrascht war ich über die Platzierung des kleinen 4010 Lüfters seitlich des Mainboards. Die Kühlfinnen sitzen genau mittig hinter dem Motor, das Meiste vom Luftstrom geht also links und rechts vorbei. Üblicherweise würde man hier eher zu einem Radiallüfter greifen, aber es scheint ja zu funktionieren.

Die integrierte Kamera liefert mit 720p und 0,5 FPS eher eine Überwachungs-Diashow anstatt einem Überwachungs-Video, aber zum Überprüfen auf Fortschritt und Fehlern reicht es aus.
Immerhin kann auch automatisch ein Zeitraffer erstellt werden, hier nochmal nachträglich weiter beschleunigt um das Video zu kürzen.
Der P1S stand dabei in einem unbeleuchteten Raum und musste für diese Aufnahmen mit seiner seitlich verbauten LED-Leiste auskommen.

Der Extruder ist ein kompletter Eigenbau und unterstützt mit einem weiteren Bauteilkühler den seitlich am Gehäuse angebrachten Lüfter.
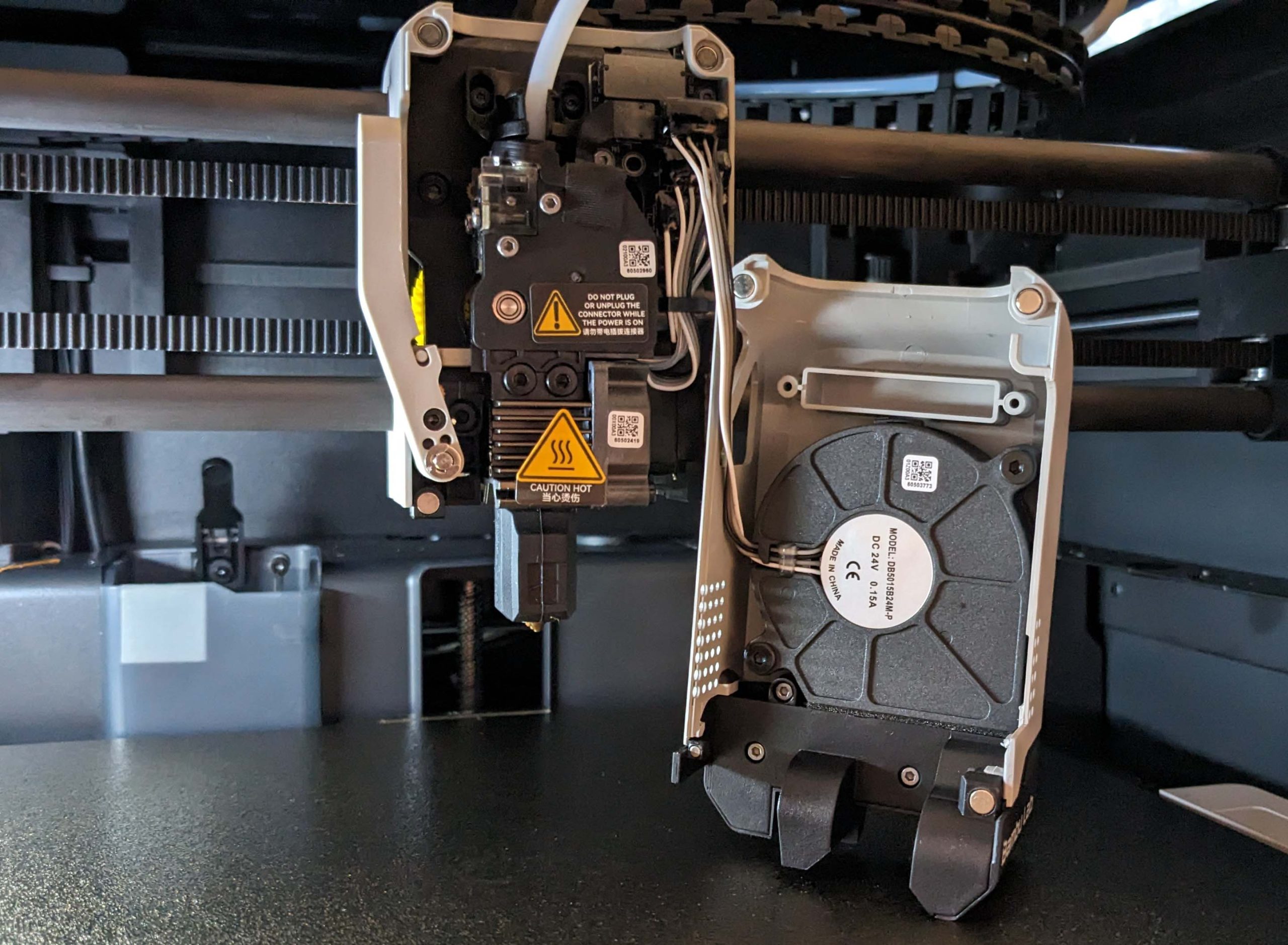
Hinter der mit Magneten gehaltenen Abdeckung verbirgt sich das recht kompakte Hotend mit langer Schmelzzone.

Dank dem Toolhead-PCB muss nur ein einzelnes Kabel durch die Schleppkette zum Mainboard geführt werden. Ebenfalls sehr praktisch ist die Funktion, direkt über den Slicer eine Kalibration des verwendeten Filaments durchzuführen.

Dabei werden im ersten Schritt einige Testdrucke mit unterschiedlichen Flow-Raten gedruckt.

Diese schaut man sich anschließend am besten mit viel Beleuchtung an und entscheidet, bei welchem Wert die Oberfläche am besten aussieht.

Dieser Wert wird dann im Slicer aus einer Drop-Down Liste ausgewählt und als Basis für den nächsten Schritt verwendet.

Dort wiederholt sich das Ganze, aber mit kleineren Differenzen zu dem Wert aus dem vorangegangenen Schritt.

Abschließend wird wieder die beste Version ausgewählt und die neue Flow-Rate in einem neuen Profil für dieses Filament gespeichert.
Werfen wir auch nochmal einen genaueren Blick auf das „AMS“ genannte System für mehrfarbigen Druck von Bambu Lab.

Im Inneren sorgen zwei Fächer mit Silica Gel für eine verringerte Luftfeuchtigkeit, ein Sensor zeigt in Bambu Studio und der App auch einen aktuellen Status an.

Verwendet man Filament direkt von Bambu Lab wird durch einen kleinen NFC-Chip vom AMS direkt die richtige Einstellung geladen.

Die beiliegenden Rollen habe übrigens 250 Gramm aufgerollt, also genug zum Ausprobieren aber nichts für große Druckaufträge.

Auf das besondere Support-Filament hier rechts im Bild kommen wir gleich nochmal zurück.

Insgesamt lassen sich also 5 Rollen Filament direkt am Drucker lagern, wobei eine manuell zugeführt werden muss. Neben der Möglichkeit, mehrere Farben in einem Objekt zu haben, finde ich die Funktion Reste an Filament durch das AMS aufbrauchen zu lassen sehr praktisch.

Aktuell muss man das System aber noch anlügen und behaupten, dass zwei eigentlich unterschiedliche Filamente genau gleich sind, damit der automatische Wechsel funktioniert.

Also manuell die jeweiligen AMS-Slots auf denselben Typ und Farbe einstellen, sonst klappt es nicht.

In Bambu Studio kann eingestellt werden, dass die Kontaktschicht für den Überhang-Support aus einem anderen Material gedruckt werden soll. Wahlweise kann auch die gesamte Struktur aus einem anderen Material bestehen, wenn beispielsweise ein wasserlösliches Filament zum Einsatz kommt.



Hier habe ich mal mit verschiedenen Variablen experimentiert, denn das Muster der Support-Schicht ist in der darauf gedruckten Schicht vom Objekt deutlich sichtbar. Konzentrisch lässt sich am besten lösen, dafür sah monotonische Linien am besten aus. Es ist aber definitiv ratsam, erstmal Alles abkühlen zu lassen. Sonst zieht man die Schichten doch schnell auseinander, wie es mir hier passiert ist.


















34 Antworten
Kommentar
Lade neue Kommentare
Moderator
Urgestein
Moderator
Urgestein
Mitglied
Urgestein
Urgestein
Moderator
Urgestein
Urgestein
Urgestein
Mitglied
Moderator
Moderator
1
Urgestein
Urgestein
Neuling
Urgestein
Alle Kommentare lesen unter igor´sLAB Community →