









For a few months now, I have also been dealing with the topic of 3D printers, primarily with FDM printers that work with filament. The LCD 3D printer tested today is a little different here and works with resin using the DLP (digital-light processing) method. This means that the resin is cured layer by layer on the printing platform by means of a UV display. Due to the low layer height of 0.01-0.15 mm, the print has a very high resolution and is extremely detailed. Normal FDM printers that work with filament and create their models through molten plastic cannot achieve such precision and detail.
Today’s LCD 3D printer from Anycubic is my new Photon Mono X (4K) and together with the recently released Mono X (6K) it is also a bit of a hobbyhorse from Anycubic. At the time of the test, this printer had a street price of 434 euro, which is not quite cheap, but not really expensive either. However, there are of course certain subsequent costs, but more on that in a moment.

Packaging and scope of delivery
The Anycubic Mono X is shipped in a plain brown box. Inside, the printer is well protected against bumps and shocks with plenty of foam. Once the printer is finally out of the packaging, the heavy machine and all its accessories are standing in front of you.


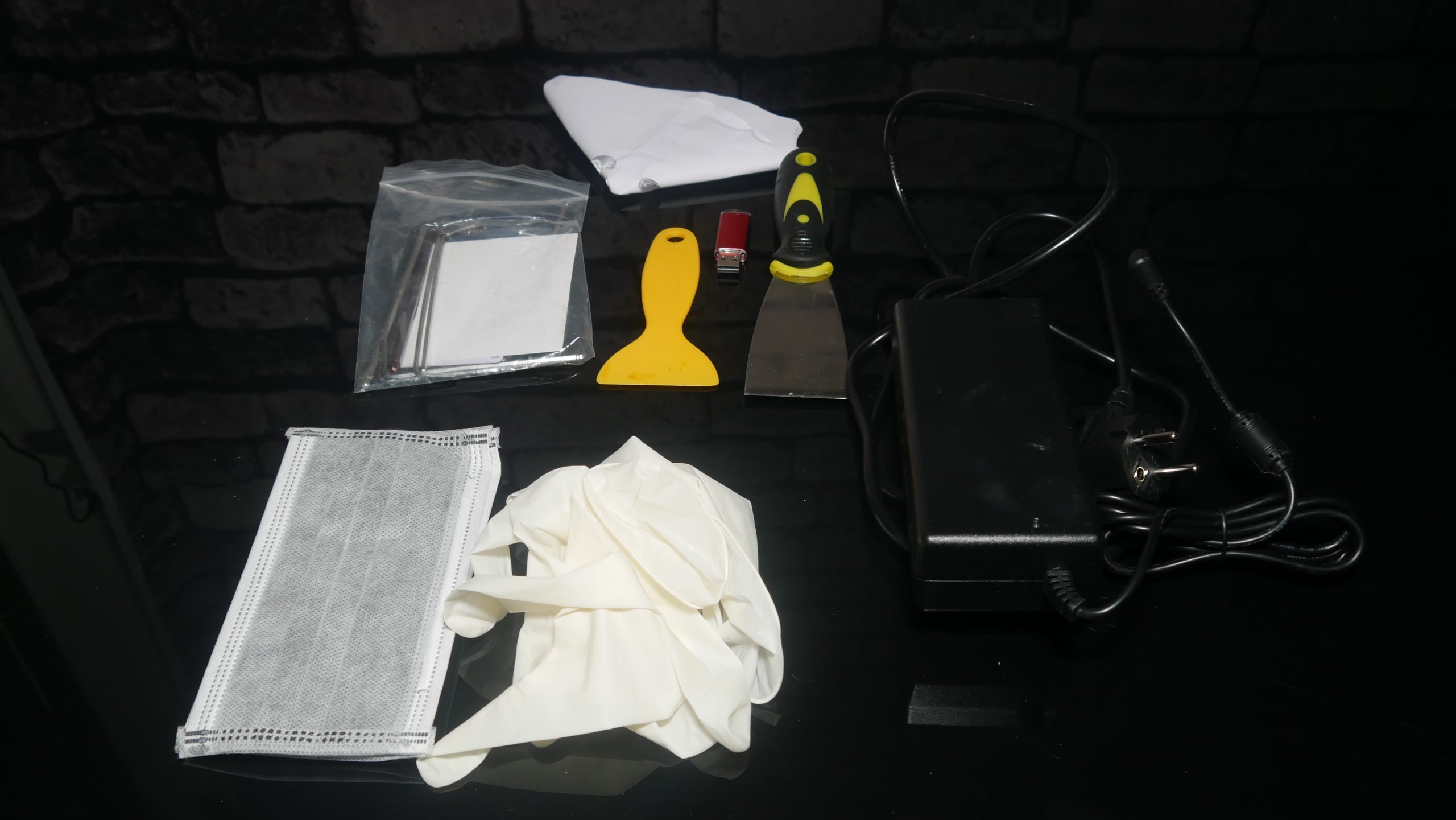
Included are: a hex key, a metal spatula, 3 pairs of gloves, 3 resin filters, a WLAN antenna, the resin tank, an aluminum build plate, the power supply, as well as a quick start guide and a USB stick.
Optics
The Anycubic Mono X consists of two parts: a plastic cover in transparent yellow, a color that was probably chosen to allow a good view of what’s going on inside while blocking the natural UV radiation. Here I would have liked to have a rubber seal – why and why you will learn later in this review.
The second part is the, let’s call it a block, which is solidly made and also feels valuable, in which the mainboard, the LCD screen, the linear rails etc. are located
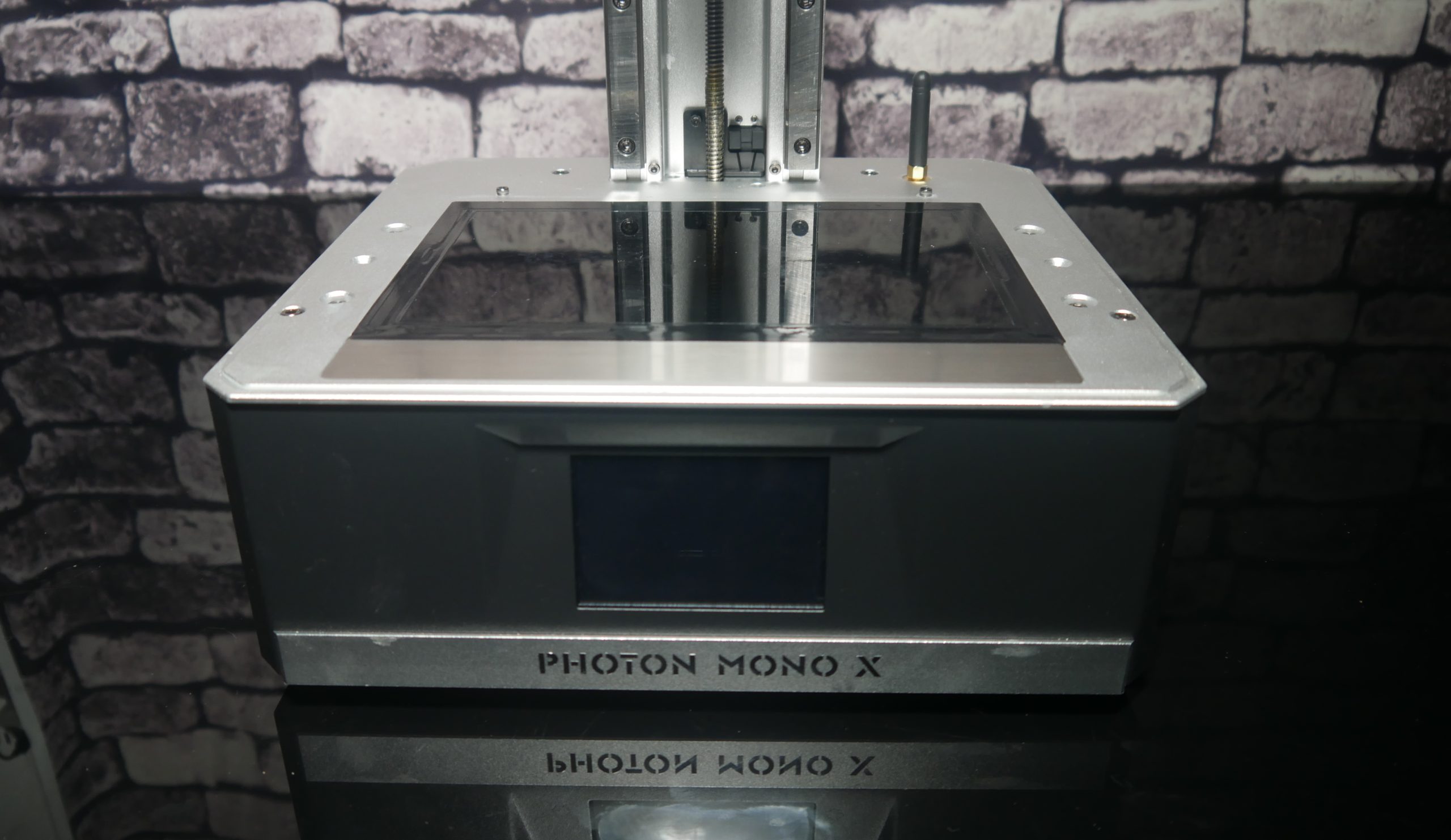
The total size of the Mono X is. 270 mm (L) * 290 mm (W) * 475 mm (H) and the part is therefore a real hummer. On the front is the typical color touchscreen that leaves nothing to be desired in terms of response and that also works very precisely and responsively. Various parameters can also be set here.


The USB interface is located on the right side. And attention! The USB stick must be in the printer during the entire printing process, because the Mono X does not have its own memory. Furthermore, we find the on/off switch and the power supply connector on the right side. That’s all you need. On the back there are two 80 mm fans and hidden behind a filter net they make sure that air is drawn from the outside to the inside of the block and thus the motherboard and the display are cooled, because these 2 parts heat up easily and need cooling.

Unfortunately, what I also do not like so much here is the volume of the fans. Silent fans should have been used here, because the print itself is almost silent.
Technical data and operating instructions
For the curious I have also once again the manual including technical data ready:
ANYCUBIC Photon Mono X-English-V0.0.6


















32 Antworten
Kommentar
Lade neue Kommentare
Moderator
1
Urgestein
Urgestein
Urgestein
Urgestein
Urgestein
Urgestein
Urgestein
Urgestein
Urgestein
Veteran
Urgestein
Veteran
Urgestein
Urgestein
Urgestein
Urgestein
Urgestein
Alle Kommentare lesen unter igor´sLAB Community →