Ich stelle ja von Zeit zu Zeit gern interessante Projekte vor, die von Community-Karrieren bis hin zu Startups oder Lebensläufen hinter den Kulissen eines Unternehmens handeln. Heute gibt es für Euch einmal eine Homestory der etwas anderen Art, denn ich lasse Marc Gaser seine Lebens- und Leidensgeschichte einfach selbst erzählen. Die Geschichte von und über (read full article...)
Du verwendest einen veralteten Browser. Es ist möglich, dass diese oder andere Internetseiten nicht korrekt angezeigt werden.
Du solltest ein Update durchführen oder einen alternativen Browser verwenden.
Du solltest ein Update durchführen oder einen alternativen Browser verwenden.
Liquid Extasy Wasserkühlungs-Komponenten - Vom Hobby zum eigenen Unternehmen samt vieler Fallstricke und Hürden | Homestory
- Themenstarter Redaktion
- Beginndatum
al_bundy
Veteran
- Mitglied seit
- Aug 9, 2023
- Beiträge
- 108
- Bewertungspunkte
- 81
- Punkte
- 28
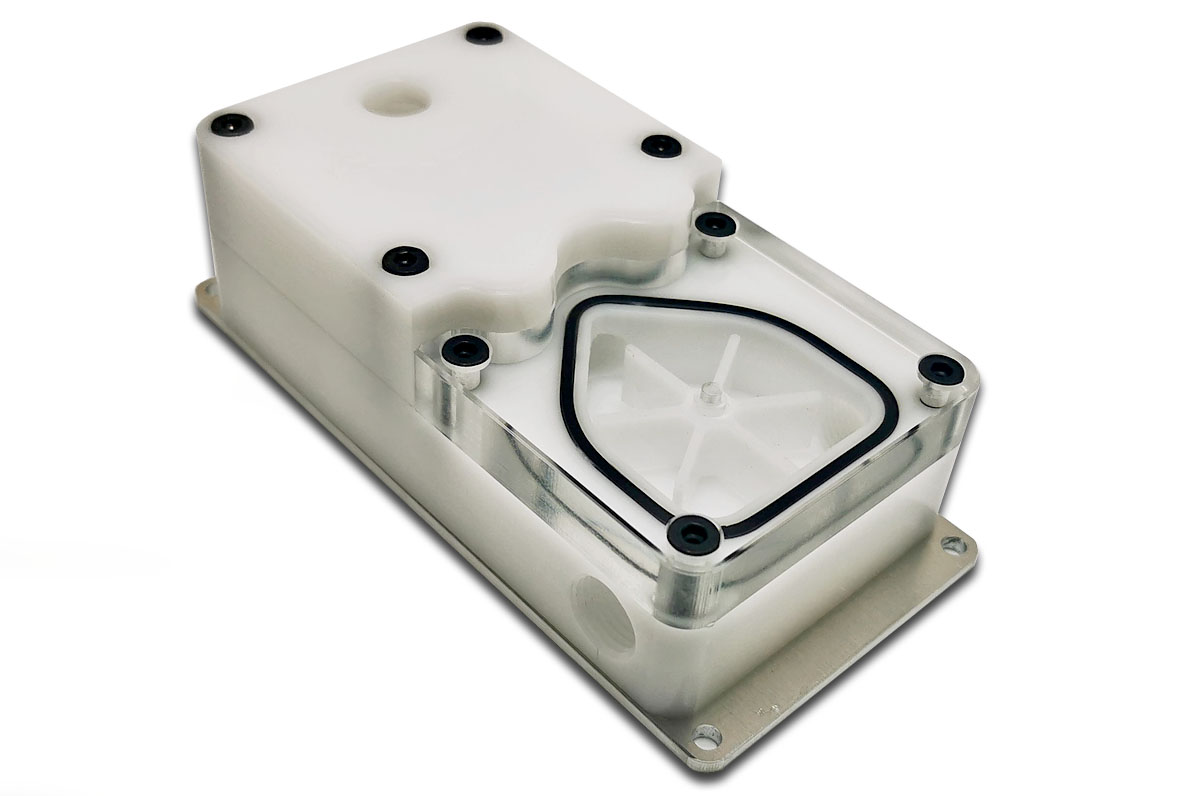
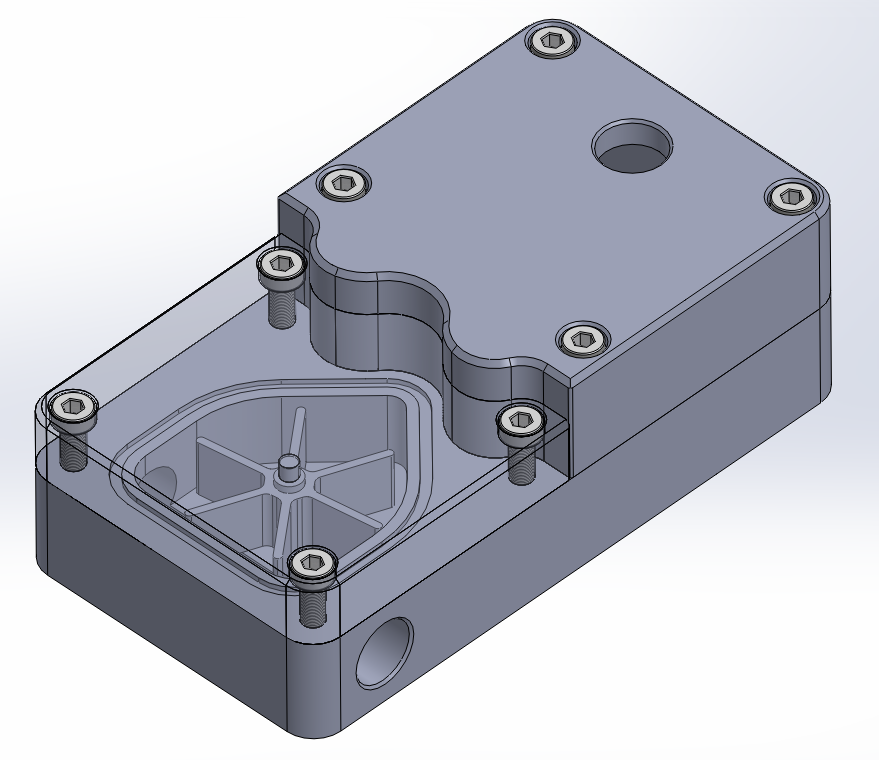
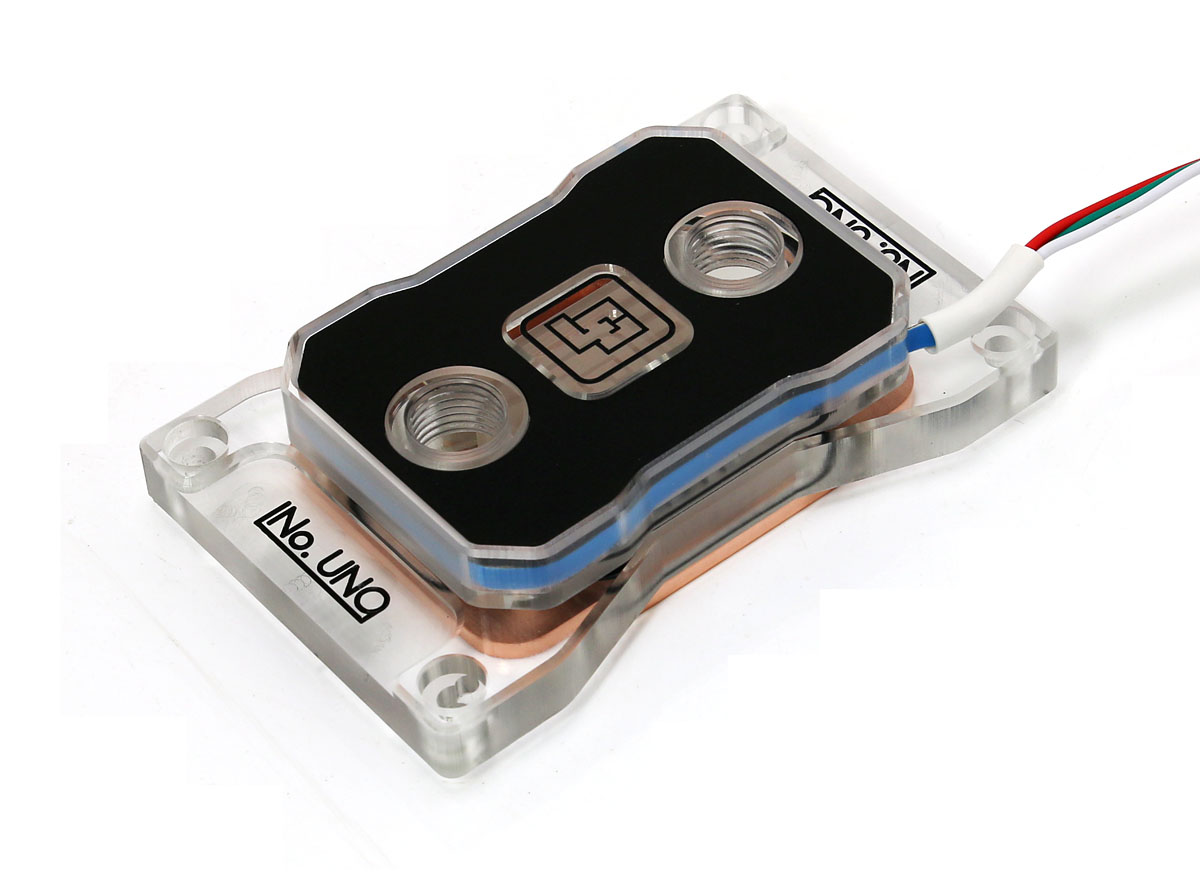
Aktuelles Problem ist das der aktuelle gekaufte Wasserkühlungsflowmeter sich irgendwann nicht mehr dreht wenn genügend Luft sich darin sammelt. Daher habe ich einen Flowmeter mit Luftpott konstruiert. Inkl. G1/4" Gewinde um da ein KFE Hahn zur Entlüftung einzudrehen. Damit sollte das Problem fortan gelöst sein. Fürs einbauen habe ich in nächster Zeit keine Zeit. Das Update an der Cnc folgt dann vermutlich im April. Da möchte ich auch eine neue Absaugung integrieren.
Anbei die Pix

Anbei die Pix
S.nase
Urgestein
Der EntlüftungHahn am DurchflussSensor würde sich ja dann auch gleich noch gut als Fillport eignen, wenn der Druchflußsensor an einer tiefen Stelle im Kreislauf platziert ist.
al_bundy
Veteran
- Mitglied seit
- Aug 9, 2023
- Beiträge
- 108
- Bewertungspunkte
- 81
- Punkte
- 28
Kurzes Zwischenupdates neben den Unmengen Papierkram den es Derzeit gibt.
Den MSI RX 6900XT Kühler habe ich erstmals in Acryl gefräst. Gefällt mir irgendwie besser.
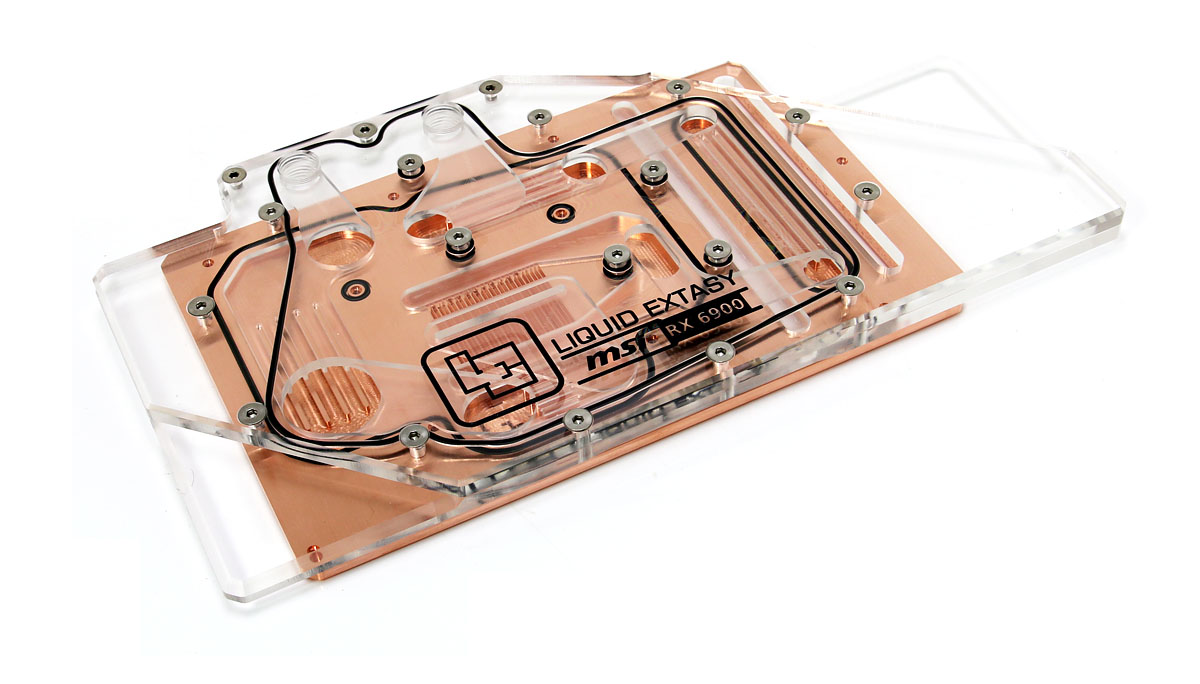
Hinzu kommt der erste AMD Kühler der auch die Spitze angreifen sol. Erste Tests sahen schon mal nicht so schlecht aus, was nicht so verwunderlich ist Aufgrund der hohen Finnfläche und der weitgefächerten Jetplate auch über die P-Cores. Es wird auch eine günstigere Lightversion geben. Aktuell liegt erstmal viel fräsen von Kupfer an und viele Papierchen die geschrieben werden müssen.
Den MSI RX 6900XT Kühler habe ich erstmals in Acryl gefräst. Gefällt mir irgendwie besser.
Hinzu kommt der erste AMD Kühler der auch die Spitze angreifen sol. Erste Tests sahen schon mal nicht so schlecht aus, was nicht so verwunderlich ist Aufgrund der hohen Finnfläche und der weitgefächerten Jetplate auch über die P-Cores. Es wird auch eine günstigere Lightversion geben. Aktuell liegt erstmal viel fräsen von Kupfer an und viele Papierchen die geschrieben werden müssen.
Saschman73
Veteran
Rein aus Interesse als Fertigungstechniker ausser Dienst.
Mit welchem Werkzeug/Bearbeitungsmethode werden die Finnen eigentlich gefertigt?
Mit welchem Werkzeug/Bearbeitungsmethode werden die Finnen eigentlich gefertigt?
al_bundy
Veteran
- Mitglied seit
- Aug 9, 2023
- Beiträge
- 108
- Bewertungspunkte
- 81
- Punkte
- 28
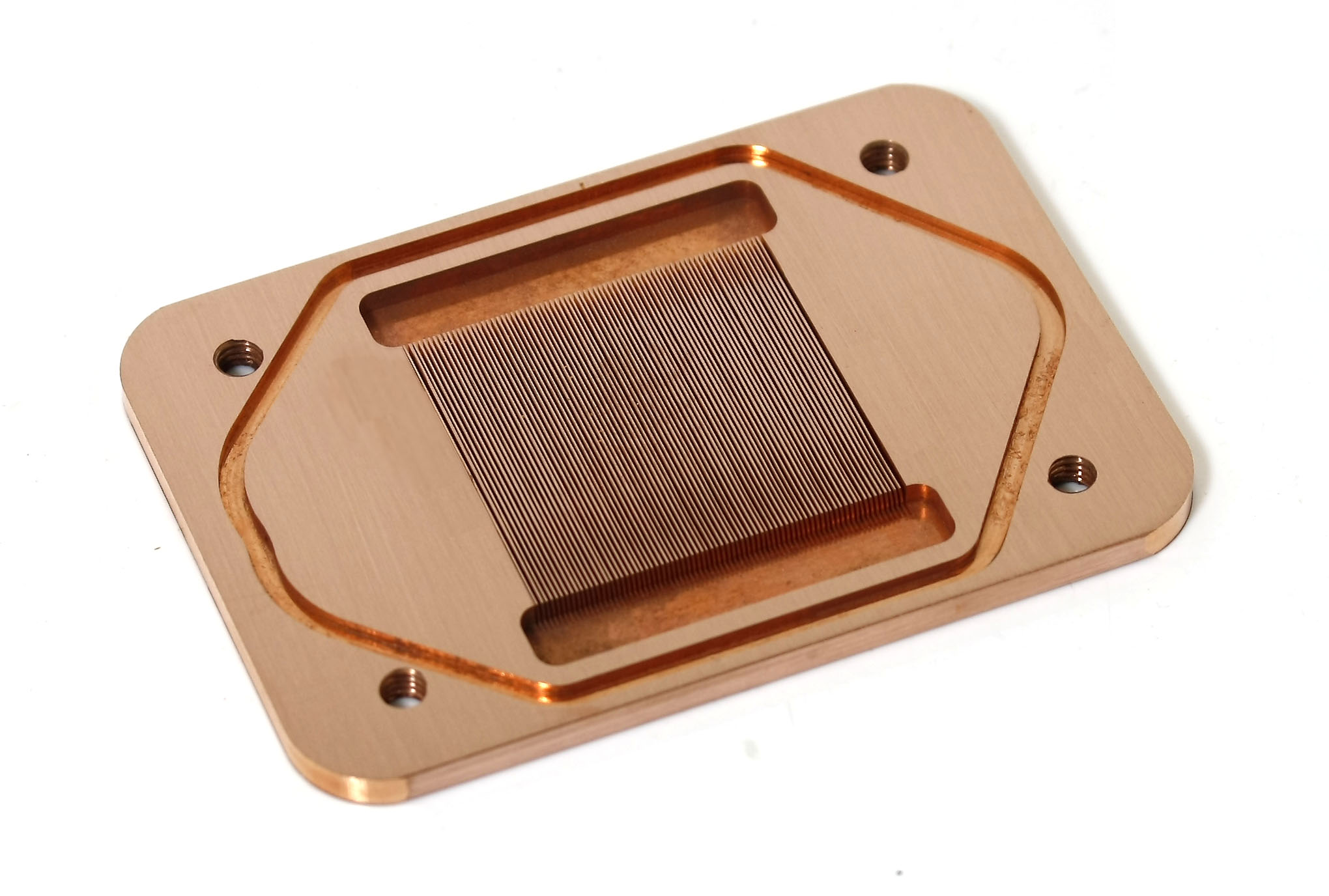
25mm Sägeblatt, 40 Zähne. Blattstärke 0,2mm
Das Verfahren ist recht aufwendig und Mangels Erfahrung ist die Nummer noch nicht günstig zu bewerkstelligen. Aber mit jeder Charge wächst die Erfahrung sodass über kurz oder lang schnellere Ergebnisse zu resultieren sind.
Das Verfahren ist recht aufwendig und Mangels Erfahrung ist die Nummer noch nicht günstig zu bewerkstelligen. Aber mit jeder Charge wächst die Erfahrung sodass über kurz oder lang schnellere Ergebnisse zu resultieren sind.
wirklich nur 1 Sägeblatt ?25mm Sägeblatt, 40 Zähne. Blattstärke 0,2mm
Das Verfahren ist recht aufwendig und Mangels Erfahrung ist die Nummer noch nicht günstig zu bewerkstelligen. Aber mit jeder Charge wächst die Erfahrung sodass über kurz oder lang schnellere Ergebnisse zu resultieren sind.
ich würde halt 10 oder 20 aufspannen mit abstandshaltern und dann versuchen nur 2 mal zu fräsen
al_bundy
Veteran
- Mitglied seit
- Aug 9, 2023
- Beiträge
- 108
- Bewertungspunkte
- 81
- Punkte
- 28
Hi,
also viel neues gibt es nicht zu berichten. Die Kupfercoldplats wurden gefräst und seit einigen Tagen fräse ich die Kunststoffteile. Ich arbeite nun etwas verstärkt mit der großen Cnc die mechanisch eigentlich stabil sein sollte. Ist sie aber nicht. Vor 4 Jahren habe ich an der Frässpindel für 2500€ alles warten und ersetzen lassen was ging. Dennoch treten die selben Probleme auf. -> Werkzeug wird nich immer korrekt ausgestoßen speziell wenn die Maschine mal 2 Monate nichts gemacht hat. Rost am Flansch bei erhöhter Schnittkraft, die keine ist.
Die Spindel ist mit 40cm³/min angegeben und mein Spanvolumen liegt nur bei 7,5 c,³/min. Darf kein Problem sein. Ist es aber.
Da ich mit einer erneuten Instandsetzung nicht weiter komme da bereits alles instand gesetzt ist muss nun nach einer Lösung gefunden werden. Ich habe 5 Original Werkzeugaufnahmen die mit 400€/Stk nicht ganz günstig waren. 20 Weitere habe ich mir für rund 150€/Stk. Nachfertigen lassen.
Auffällig ist das trotz höherer Schnittkräfte durch höheren Hebel dieses Problem bei den original Werkzeugaufnahmen nicht besteht. Mit den nachgemachten Werkzeugaufnahmen habe ich jedoch Rost am Werkzeug. Ich habe nun 5 neue Fräser bestellt und werde die mal mit der original Werkzeugaufnahme und mit der nachgemachten Werkzeugaufnahme testen und hoffe das sich daraus etwas ableiten lässt. Ich denke schon.
Neuentwicklungen werden ab April gefräst und die aktuelle Produktionsrunde soll ende März abgeschlossen sein was recht knapp wird. Neu sind Sapphire Pulse RX 7800 XT Gaming sowie EVGA RTX 3070 TI XC3. Wer interessae hat seine Karte einzusenden der ist herzlich eingeladen.


also viel neues gibt es nicht zu berichten. Die Kupfercoldplats wurden gefräst und seit einigen Tagen fräse ich die Kunststoffteile. Ich arbeite nun etwas verstärkt mit der großen Cnc die mechanisch eigentlich stabil sein sollte. Ist sie aber nicht. Vor 4 Jahren habe ich an der Frässpindel für 2500€ alles warten und ersetzen lassen was ging. Dennoch treten die selben Probleme auf. -> Werkzeug wird nich immer korrekt ausgestoßen speziell wenn die Maschine mal 2 Monate nichts gemacht hat. Rost am Flansch bei erhöhter Schnittkraft, die keine ist.
Die Spindel ist mit 40cm³/min angegeben und mein Spanvolumen liegt nur bei 7,5 c,³/min. Darf kein Problem sein. Ist es aber.
Da ich mit einer erneuten Instandsetzung nicht weiter komme da bereits alles instand gesetzt ist muss nun nach einer Lösung gefunden werden. Ich habe 5 Original Werkzeugaufnahmen die mit 400€/Stk nicht ganz günstig waren. 20 Weitere habe ich mir für rund 150€/Stk. Nachfertigen lassen.
Auffällig ist das trotz höherer Schnittkräfte durch höheren Hebel dieses Problem bei den original Werkzeugaufnahmen nicht besteht. Mit den nachgemachten Werkzeugaufnahmen habe ich jedoch Rost am Werkzeug. Ich habe nun 5 neue Fräser bestellt und werde die mal mit der original Werkzeugaufnahme und mit der nachgemachten Werkzeugaufnahme testen und hoffe das sich daraus etwas ableiten lässt. Ich denke schon.
Neuentwicklungen werden ab April gefräst und die aktuelle Produktionsrunde soll ende März abgeschlossen sein was recht knapp wird. Neu sind Sapphire Pulse RX 7800 XT Gaming sowie EVGA RTX 3070 TI XC3. Wer interessae hat seine Karte einzusenden der ist herzlich eingeladen.
Saschman73
Veteran
Ich habs jetzt 3x gelesen stehe aber auf der Leitung!Auffällig ist das trotz höherer Schnittkräfte durch höheren Hebel dieses Problem bei den original Werkzeugaufnahmen nicht besteht. Mit den nachgemachten Werkzeugaufnahmen habe ich jedoch Rost am Werkzeug. Ich habe nun 5 neue Fräser bestellt und werde die mal mit der original Werkzeugaufnahme und mit der nachgemachten Werkzeugaufnahme testen und hoffe das sich daraus etwas ableiten lässt. Ich denke schon.
Was genau ist das Problem und wie wirkt es sich aus?
al_bundy
Veteran
- Mitglied seit
- Aug 9, 2023
- Beiträge
- 108
- Bewertungspunkte
- 81
- Punkte
- 28
Das Problem ist das Rost an der Aufnahme entsteht das nicht entstehen darf.
Es handelt sich um Passungsrost das man auch mit herkömmlichen Öl nicht vorbeugen kann.
Die Spindel hat nen Ölnebler dran und es wird permanent ein Ölluftgemisch durch die Lager gepresst und der Bereich an der Spindel des Kegels/Flansches wird damit automatisch permanent mit Öl benetzt.
Passungsrost entsteht durch Microvibrationen die unter anderen durch unpräzise Fertigung des Kegels/Flanschs der Spindel und oder Aufnahme resultiert. Die Spindel sollte soweit ok sein da Flansch und Kegel nachgeschliffen wurden. Das zeigt insbesondere das es bei Schaublingspannwerkzeuge dieses Problem so nicht gibt.
Es handelt sich um Passungsrost das man auch mit herkömmlichen Öl nicht vorbeugen kann.
Die Spindel hat nen Ölnebler dran und es wird permanent ein Ölluftgemisch durch die Lager gepresst und der Bereich an der Spindel des Kegels/Flansches wird damit automatisch permanent mit Öl benetzt.
Passungsrost entsteht durch Microvibrationen die unter anderen durch unpräzise Fertigung des Kegels/Flanschs der Spindel und oder Aufnahme resultiert. Die Spindel sollte soweit ok sein da Flansch und Kegel nachgeschliffen wurden. Das zeigt insbesondere das es bei Schaublingspannwerkzeuge dieses Problem so nicht gibt.
Saschman73
Veteran
Hast du den Steilkegel schon mal geprüft ob der auch richtig gefertigt wurde?
.... sprich mit der Messuhr abfahren.
.... sprich mit der Messuhr abfahren.
aus welchem material wurden die nachgebauten bestellt und schon mal die frag egestellt warum orginal in großserie 400€ kostet und die 5 stück spezialanfertigung nur 150 € irgendwo kommt ja der Preisunterschied her.
und auf der Planfläche der das kann ja nicht von Vibrationen sein weil da liegt ja nichts an
Die 2µm sind was für eine Abweichung Rundlauf, Konzentrität, Flächenform, Lienenform ...?
und auf der Planfläche der das kann ja nicht von Vibrationen sein weil da liegt ja nichts an
Die 2µm sind was für eine Abweichung Rundlauf, Konzentrität, Flächenform, Lienenform ...?
al_bundy
Veteran
- Mitglied seit
- Aug 9, 2023
- Beiträge
- 108
- Bewertungspunkte
- 81
- Punkte
- 28
Wo die 2µ liegen weiß ich nicht. Müsste ich in den Unterlagen reinschauen.
Es gibt einen herheblichen Preisunterschied von Hobby zu Industrie und bei Industrie auch wo die herkommen sowie die Art der Produkte.
SK20 und SK30 sind gängig und werden Millionenfach produziert. SKI ist ein Spezialsystem extra nur für IBAG und werden nur in geringerer Stückzahl gefertigt und das auch noch im wohl teuersten Industrielohnland der Welt. Die Schweiz. In Summe sind das schonmal sicher 100% Aufschlag hinzukommen Einfuhrumsatzsteuer sowie Handelsmarge von Ibag Germany. Wenn man das BWLtechnisch runterbricht kommt man relativ bequem auf die rund 400€.
Die von mir bezahlten 150€/Stk. sind auch nur dadurch zustande gekommen weil ich rumgeheult habe. Normalpreis wäre damals gewesen um ca 180-190€. Was noch immer extrem teuer ist. Für ne solide SK 20 Aufnahme zahlt man nur rund 120-180€ in DE ( kommt immer auf die Ausführung drauf an). Bei Chinesen in guter Qualität 60-80€. In Hobbyqualität bei den Chinesen ca. 30-40€ mit entsprechender Tolleranz.
Optimalerweise liegt die Werkzeugaufnahme am Kegel und am Flansch an. Vibrationen hat man immer... wenn da dann noch Luft dran kommt gehts relativ schnell. Das sieht man auch an Fluide bei der Werkzeugkühlung. Hab ne billige Pampe Biocool für 50€/5l. Wenn ich damit ne Stunde Kupfer fräsen, ist das Kupfer nach ner Stunde oxidiert. Mit Sachgemäßen Fluiden oxidiert da gar nichts bis mild.
Es gibt einen herheblichen Preisunterschied von Hobby zu Industrie und bei Industrie auch wo die herkommen sowie die Art der Produkte.
SK20 und SK30 sind gängig und werden Millionenfach produziert. SKI ist ein Spezialsystem extra nur für IBAG und werden nur in geringerer Stückzahl gefertigt und das auch noch im wohl teuersten Industrielohnland der Welt. Die Schweiz. In Summe sind das schonmal sicher 100% Aufschlag hinzukommen Einfuhrumsatzsteuer sowie Handelsmarge von Ibag Germany. Wenn man das BWLtechnisch runterbricht kommt man relativ bequem auf die rund 400€.
Die von mir bezahlten 150€/Stk. sind auch nur dadurch zustande gekommen weil ich rumgeheult habe. Normalpreis wäre damals gewesen um ca 180-190€. Was noch immer extrem teuer ist. Für ne solide SK 20 Aufnahme zahlt man nur rund 120-180€ in DE ( kommt immer auf die Ausführung drauf an). Bei Chinesen in guter Qualität 60-80€. In Hobbyqualität bei den Chinesen ca. 30-40€ mit entsprechender Tolleranz.
Optimalerweise liegt die Werkzeugaufnahme am Kegel und am Flansch an. Vibrationen hat man immer... wenn da dann noch Luft dran kommt gehts relativ schnell. Das sieht man auch an Fluide bei der Werkzeugkühlung. Hab ne billige Pampe Biocool für 50€/5l. Wenn ich damit ne Stunde Kupfer fräsen, ist das Kupfer nach ner Stunde oxidiert. Mit Sachgemäßen Fluiden oxidiert da gar nichts bis mild.
Zuletzt bearbeitet
:
